Nirgendwo treffen Gießer-Knowhow und neues Konstruktionsdenken so akut aufeinander wie beim Konstruieren der Sandform für den 3D-Drucker. Hier bei CASTFAST arbeiten wir eng mit unseren abgießenden Gießereien zusammen, damit die Form auf Anhieb perfekt wird – ganz gleich, wo sie gedruckt wird – und damit der Abguss genauso abläuft, wie sich die Gießer das vorgestellt haben.
Auf der einen Seite soll sich die Form ganz genauso verhalten und gehandhabt werden können, als wäre sie von Hand erzeugt worden, auf der anderen Seite müssen für Druck und Transport eben doch im Detail Unterschiede der Formherstellung mitbedacht werden.
Dazu geben wir den Gießereien von unserer Seite Richtlinien und Regeln an die Hand – allgemeine und gussteilspezifische. Hier zeigen wir kurz, was Gießereien dabei erwarten können. In der Zeitungsdruckerei heißt das Druckvorstufe – alles was vor dem eigentlichen Druck passieren muss. So sieht die Druckvorstufe bei CASTFAST aus:
Das CASTFAST-Team stellt zur Konstruktion der Sandform das 3D-Modell des Gussteils bereit, sowie ein Dokument mit allgemeinen Eckdaten zur Form – etwa Maximalgröße, Toleranzen, Beschriftung, Anbringung von Transportlöcher – und Konstruktionstipps. Die Gießerei fügt dann die Gießtechnik als Positivmodell an das 3D-Modell des Gussteils an: Anschnittsystem, Filter, Speiser, Kühleisen und Kernmarken werden ebenfalls von der Gießerei angebracht.
Bei Abmessungen für Filter, Speiser und Kühlkörper geben wir eine aufzuschlagende Toleranz von 1mm vor. Formschrägen des Gussteils sind in den 3D-Daten enthalten und haben dank 3D-Sanddruck-Verfahren keinen Einfluss auf Sandformkonstruktion.
 Die 3D-Zeichnung enthält zudem schon die Bearbeitungszugaben (bei uns sind die blau gekennzeichnet). Die Maximalabmessung sowie die Mindestwandstärke der Form geben wir Gießereien in unserer Konstruktionsrichtlinie mit. Aus Ihnen ergibt sich der „Sandquader“, von dem das 3D-Modells des Rohteils zusammen mit der Gießtechnik subtrahiert wird, um die 3D-Zeichnung der finalen Form zu erhalten. Fast wie mit traditionellem Modell. Nur virtuell.
Die 3D-Zeichnung enthält zudem schon die Bearbeitungszugaben (bei uns sind die blau gekennzeichnet). Die Maximalabmessung sowie die Mindestwandstärke der Form geben wir Gießereien in unserer Konstruktionsrichtlinie mit. Aus Ihnen ergibt sich der „Sandquader“, von dem das 3D-Modells des Rohteils zusammen mit der Gießtechnik subtrahiert wird, um die 3D-Zeichnung der finalen Form zu erhalten. Fast wie mit traditionellem Modell. Nur virtuell.
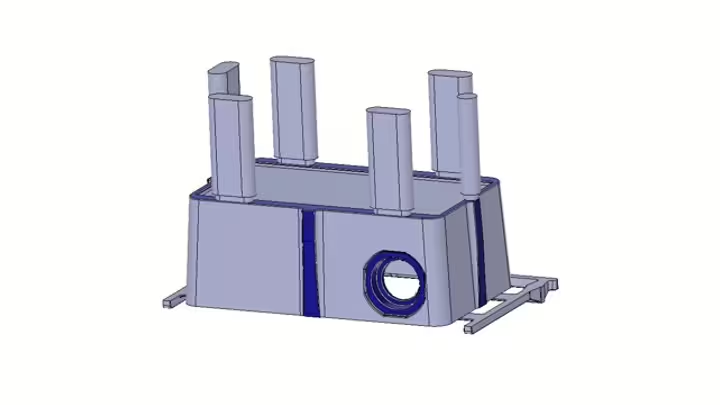
Für das Positiv-3D-Modell soll das Gussteil direkt auf dem Anschnitt aufsitzen, Kühleisen werden auch direkt an das Gussteil angelegt. Positiv-Platzhalter der Speiser wiederum sollen bündig auf das Gussteil aufgesetzt werden.
Bei der Auslegung der „virtuellen“ Speiser gilt es zu beachten, dass für die Sandform-Konstruktion ein etwas größerer Platzhalter des Speisers verwendet wird, damit der echte Speiser später gut von Hand eingesetzt werden kann. Nur im unteren Bereich hat der Platzhalter das Istmaß des Speisers, damit er hier satt anliegt. Das lässt sich leicht realisieren, indem man die 3D-Datei des Speisers nimmt und die obere Hälfte nach oben verlängert.
Die Druckdatei wird von uns im Format .step nach ISO 214 benötigt. Alle Objekte (Gießtechnik, Kerne, Formteile) müssen in einer Datei bereitgestellt werden. Um einen hohen Automatisierungsgrad der Auftragsabwicklung zu gewährleisten, bitten wir zudem um vereinheitlichte Dateinamen (mehr dazu in unseren Auftragsunterlagen).
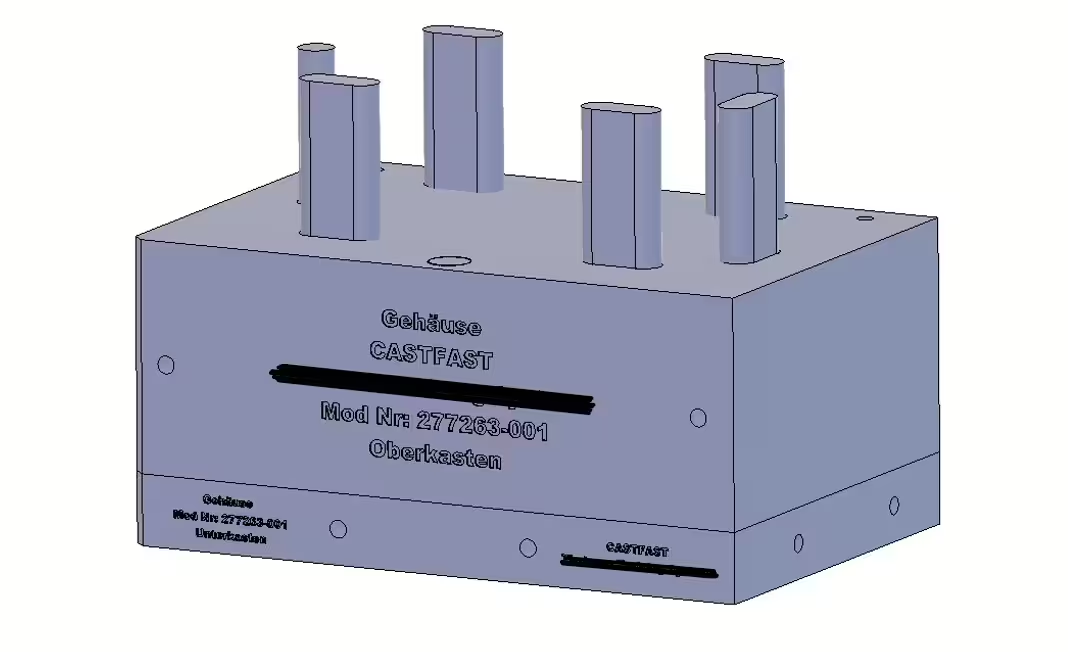
Transport- und Führungslöcher sollen in der Regel mit Durchmesser 31 mm unter Einhaltung der vorgegeben Mindestwandstärke angebracht werden. Die 31 mm sind ein Erfahrungswert – viele unserer Kunden- und Lieferantengießereien benutzen Stangen mit 24-30 mm Durchmesser, weshalb 31mm immer passt. Gießereien können das nach eigenen Bedürfnissen anpassen.
Zu guter Letzt müssen alle Formsegmente noch nach dem in den Auftragsunterlagen bereitgestellten Schema mit Text gekennzeichnet werden.
Und das ist die Druckvorstufe nach CASTFAST-Art. So kann die Datei direkt an den Drucker gehen (keine Angst, wir prüfen sie vorher), die Sandform gedruckt und zum Abguss an die Gießerei geliefert werden. Und wenn die Gießer die Gießtechnik doch nur an der 2D-Zeichnung aufs Papier bekommen, dann übernehmen wir auch gern die Erstellung der Druckdatei.
Lust auf schnellere oder komplexe Sandformen bekommen? Einfach hier bestellen. Wir drucken, Gießer gießen.